|
����������ú������ú�ۼ�ѹ���������в������̡������������䳣�����ϲ�����ԭ�������½ṹ��ú�������似����������Խ�ԣ���ͨ��ʵ��Ӧ��֤ʵ���½ṹ��ú�����ܹ���ú�ۼ�ѹ��������װ���г����ڿɿ����С�
1������������ú�ۼ�ѹ���������У���ĥú�����ϵͳ��ú�ۼ�ѹ������ϵͳ�����ѳ�ϵͳ�ɻ��ѳ�ϵͳ�Ⱦ���������ú������ú��������������������ѹ����ƽ�ⷧ��йѹ����ú�۹����жϷ��ȡ�����ú�ۼ�ѹ��������ϵͳ��һ���¶Ⱥ�ѹ������ĸ��Ӳ������̣������������ӣ���ȻĿǰ�����ú�������õ��ǹ���֪��Ʒ�ƺͽ��ڲ�Ʒ����������ʹ�ù�������Ȼ���ֺܶ��ձ��ԵĹ��ϣ��ҹ����ʸߣ�����ʹ�����ڶ̣�һ��ԼΪ6 ���£�����Ӱ����ú����������װ�õij����ڿɿ����С�
2��������������ú�����IJ�������Ϊú��+ N2����ú��+CO2�����ѹ��һ��Ϊ0.4 ��5.7MPa����С����ѹ��Ϊ0.2 ��0.3MPa��������ѹ��ɴ�5.6MPa������¶�Ϊ-50 ��160�棬���������¶�һ��Ϊ80�棬ú�۾���ĥú������д�����ϸ��ĩ������90% ���ϵ�ú��������90��m��ͬʱ����Ȼú�۾����˺�ɺͱ��£�������Ȼ������ˮ�����ʹú�۾���һ����ճ���ԡ����⣬ú���������Ŀ���Ƶ�ʽϸߣ�ÿ20 ��30min ����һ�Σ�����ʱ��Ҫ��2 ��10s��
3�����Ϸ�������3.1���������� ����ú�������ý����ܷ���ͨ���Թ�����Ʒ�Ƶ�ú�����ڹ���ú�ۼ�ѹ����װ�ò�ͬλ�á���ͬ����������ʵ��ʹ������ĵ��У��䳣���Ĺ�����4 �֡����������ز���λ���ڷ��ſ��������ܶ���������©�������塢��������������ˢ�������У�����Ĺ����Ƿ��ſ��ز���λ�������ز���λ��ʹ���žֲ������ܵ����ʵĸ��ٳ�ˢ���Ӷ���ɷ�����������������©�ȡ������صĹ����Ƿ��ſ��������ܶ������⽫��������¯ϵͳ����ͣ���� ����3.2�����Ϸ��� �������Զ�̨��ͬ���ϵ�ú�������в���飬����Ҫ����Ϊ�����������˺���Ϳ������(ͼ1��ͼ2) ���ڷ����ܷ�����˺�ĥ��(ͼ3) ���۷���ĥ���ҧ��(ͼ4) ���ܷ��������忨��(ͼ5) ���ݷ�ǻ������������ػ��ҡ� 
ͼ1 ���������� 
ͼ2 ������Ϳ������ 
ͼ3 �����ܷ�����˺�ĥ�� 
ͼ4 ����ĥ���ҧ�� ����3.2.1�����ſ��ز���λ �������ſ��ز���λ������Ƶ����ߡ����ݲ�����Լ��ֳ�����������������ſ��ز���λ����Ҫԭ�� 
ͼ5 ���������忨�� ����(1) ����ͷ����ܷ���Ӳ�����ϱ�������ĥ���Ͳ������ܲ��㣬���������ص�ĥ����˺�����ͷ�����Ħ��ϵ��������ʵ�ʲ���Ť��Ҳ����������Ƶİ�ȫϵ����Χ����ɷ��ſ��ز�˳���� ����(2) �����ϵĹε��ߴ��С�����߷������浯�ɲ��������㣬��ɹε�ʵ�����������û�з��ӳ�����ʱ��һ�ã����������ҽṸ�����أ����¹ε�������ȫʧЧ�����Ŷ������衣 ����(3) �������浯�����ܷ�ͷ������ܲ��㣬ϸú�������룬������������ҿռ䣬�����ƶ��ռ䲻�㣬���Ŷ��������� ����(4) ���������ĥ����������ҧ�ˣ�����λ��ƫ�ƺͶ������͡� ����(5) �ֳ�����Դ���㣬����ִ�л������ǵİ�ȫϵ������Ҳ����ɷ��ſ��ز���λ����Ҫԭ��ú�����ڴ��߹رյ��������̵��У���Ť�����Dz��ϱ仯�ģ���ؼ�������ʼŤ�ء�����Ť�غ���ֹŤ�أ������κ�һ����İ�ȫϵ�����㶼�����ز�˳���� ����3.2.2�����ſ��� �������ſ��������ܶ�����ϵͳ��˵��������������صģ�����ž����Ӳ��������ֳ����н���������ϵ���Ҫԭ�� ����(1) ���������Ϳ����������ɷ��ſ��������ܶ���������Ҫԭ��������Ϳ������䣬������Ϳ�����䴦���뷧���ε��Ӵ�ʱ����ס�����岻�ܼ�����ԭ������ת����Ҳ��������ת������������ƼӴ�ִ�л������Ť�أ�������ɷ������Σ�����Ť�Ϸ��˵����غ������ˣ���Ϳ��Ľ�����dz���Ҫ�� ����(2) ���������������Ӳ�ȡ��Ͳ����������ز��㣬������Ӵ���ʮ�����صIJ��ˡ���������������ʹ���˿���������У���������������岻��ת�������ű������� ����3.2.3��������© �������ſ��ز���λ������ͷ����ܷ���ĥ��Ͳ��ˡ��������浯�ɲ�������������ɷ�����©����Ҫԭ����ˣ�������˷��ſ��ز���λ�ͷ��ſ������������Ĺ��ϣ����Ž����������©�� ����3.2.4�����塢��������������ˢ���� �����������塢���������ű���Ⱦ���̼�ֻ��߲���ֲ�������������ɣ���̼�ֻ��߲���ֲ���Ӳ�Ȳ��㣬������ĥ����ͳ�ˢ���ܲ��ã��������û�н���ǡ����Ӳ���������������ױ����������Ĺ���������ʳ�ˢ����
4���Ľ����������ӷ������Կ������������ϵ�ԭ���ǵ�һ�ģ������˷��Žṹ�����Ϻ��յȶ������ء�Ҫ�Ӹ����Ͻ��ú���������⣬����Ľ��ò�Ʒ�Ľṹ��ơ����ϼ����칤�ա� ����4.1���ṹ��� ��������ú����ʹ�ý��ʺ����������Լ�ԭ���ⷧ�ŵļ���Ҫ��Ըò�Ʒ������µĸĽ���������ƿ�����һ���½ṹ��ú����(ͼ6) �� 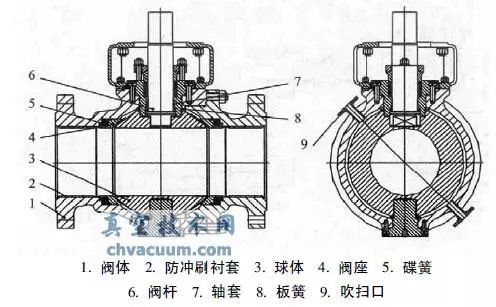
ͼ6 ú���� �����½ṹ�Ļ�����ú�����ڽṹ����Ͼ��м������������� ����(1) ��ȫ�ܱյķ���������ɼ��ؽṹ��ƣ���ʹ�dz�ϸ��ú�ۣ�������90��m �ij�ϸú��Ҳ�����룬ʹ����������ʼ�ս�����ϡ� ����(2) �м䷧ǻ�����������ԳƷֲ����������ͨ�Ĵ�ɨ�ڣ����Լ�Ъ�����������м䷧ǻ���д�ɨ��ʹ��ǻ���������û��ú�ҵ�ճ�ᡢ�ѻ��� ����(3) ���˾��а���Զ����ص��ܷ�ṹ��ƣ���ϸú�������뵽������������ϴ�������˷�����������ĥ���ܡ� ����(4) ���������˿ɸ����ķ���ˢ���ף������˷�ǻ����������ú�ۿ�����ֱ�ӳ�ˢ�� ����4.2�����ϼ����칤�� �������˶Խṹ��ƽ��д����Ľ�֮�⣬��Թؼ��㲿���IJ��ϼ����칤��Ҳ�����˸Ľ��� ����(1) ��������Ƶ��Ӧ����Ϳ���ն��������ͷ����ܷ��������Ϳ����̼���ٺϽ𣬽���������ڻ�������ǿ�ȣ�����Ӳ�ȿ��Դﵽ��64HRC����ȡ�0.7mm����ĥ��Ľ��ǿ�ȡ���ĥ���ܺͿ��������ܾ��õ���ǿ�� ����(2) �Է��������Ӵ���Ѻ�1mm ���ϵ�Ӳ�ʺϽ���ĥ�㣬�����Ӵ�Ӧ�������˵���ĥ���ܺͿ��������ܾ��õ���ǿ�� ����(3) �ڷ���ˢ�����ڿס������������ڿ���ǻ�ڲ�����HVOF�����ٻ�����Ϳ̼���ٺϽ𣬷����ڲ�����ʽӴ����������ͳ�ˢ�����㡣 ����4.3��ʵ��Ӧ�� ����ú�������Ľ��ṹ��ơ����ϼ����칤�պ���ij����ú����������Ŀ��ѹ����װ�õ�13 ̨ú������������9 �����º�װ��ͣ���ڼ�Ը÷��Ž����˲�죬����ͷ����ܷ�����á��Ṹ�����ۣ���ǻ��ú�۶ѻ�����������ָ��������������Χ֮�ڡ�
5����������ú������Ϊ��ú����������װ�õ���Ҫ���ţ��䷢���Ĺ��Ϻ���������ֱ��Ӱ��ú�ۼ�ѹ��������ϵͳ���������У������������ϵͳͣ����������ƿ������½ṹú����ԭ�й���ͬ���Ʒ�ڽṹ��ơ����ϼ����칤���Ͻ����˸Ľ�������������ʵ��ƽ�����к�ʹ�ã�֤ʵ�˸÷��ŵĿɿ��Ժ���Խ�ԣ�Ϊú�ۼ�ѹ��������װ���з��ŵ�ѡ���ṩ���µĺͿɿ���;����
| 


 |Archiver|�ֻ���|�人���·��Źɷ�����˾
( ��ICP��10020949��-2 )
|Archiver|�ֻ���|�人���·��Źɷ�����˾
( ��ICP��10020949��-2 )



 ������ 2017-11-10 10:14:17
������ 2017-11-10 10:14:17
 ����
���� �ղ�
�ղ� ��
��